Концевые обоймы для стальных тросов
В связи с уменьшением прочности тросов при их сращивании, а также ввиду большой трудоемкости этого вида такелажных работ, на судах все шире применяются специальные приспособления для быстрого и надежного соединения тросов. Среди таких приспособлений следует отметить отличающиеся простотой устройства и удобством и эксплуатации концевые обоймы для стальных тросов.
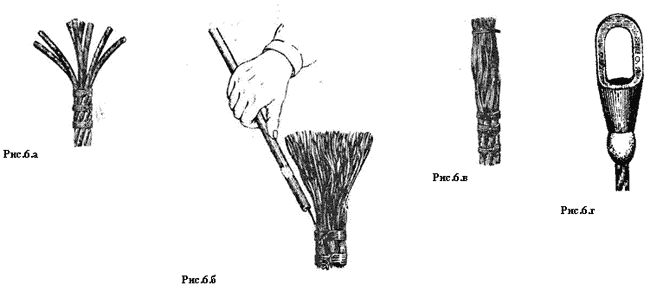
Заделку обойм на концах тросов выполняют следующим образом: отложив от конца троса расстояние, равное длине конуса обоймы, накладывают на трос три марки из мягкой проволоки (рис. 6.а); развивают трос, вырезают органический сердечник и распускают пряди, выпрямляя проволоки с помощью металлической трубки (рис. 6.б); затем проволоки очищают, промывают их керосином или бензином, насухо протирают и погружают на 3/4 длины в 50%-ный раствор соляной кислоты, где проволоки выдерживают до полной очистки; далее на конец троса накладывают временную марку, стягивающую проволоки (рис. 6.в), и продевают трос в отверстие обоймы, которая предварительно нагревается паяльной лампой до температуры около 250°; после этого снимают временную марку, обмазывают трос и нижний конец конуса огнеупорной глиной (рис. 6.г) или обматывают асбестовым шнуром и, равномерно распределив проволоки внутри конуса, производят заливку полости обоймы высококачественным техническим или рафинированным цинком (содержание чистого цинка - 97,5—99%), нагретым до температуры 445—470° (рис. 6.6). Заливку выполняют без перерывов, поддерживая температуру обоймы с помощью паяльной лампы на таком уровне, чтобы металл не затвердевал до полного заполнения полости конуса. По окончании заливки дают обойме остыть на воздухе и проверяют качество работы, для чего осаживают обойму на трос ударами молотка и осматривают поверхность залитой части троса. Она должна быть чистой, без каких-либо неровностей или раковин.
На судах находят применение обоймы двух типов: обойма закрытого типа (рис. 6.е), предназначенная для закрепления тросов за гаки и скобы, и обойма со штырем (рис. 6.ж), которая может крепиться за любой рым, проушину, обух, гак и т. д.

В описанном способе заделки имеется принципиальная ошибка, могущая обернуться катастрофой!